Máy công cụ tinh chỉnh bằng đồ vật tính có rất nhiều nguy hiểm hơn máy công cụ điều khiển và tinh chỉnh bằng tay. Bạn cần nắm rõ và đảm bảo bình an khi xây dựng và quản lý thiết bị. Giả dụ có bất kể điều gì bạn không kiên cố chắn, bạn tham khảo các chuyên viên nhằm tránh nguy cơ tiềm ẩn mất bình an cho chính các bạn và những người xung quanh.
Bạn đang xem: Phần mềm mach 3 cnc
Tài liệu này giới hạn cho trang bị phay, đồ vật khắc, bao gồm: cài đặt Mach3 trên laptop PC và thiết lập cấu hình thông số Mach3. Khuyên bảo này được viết ra dựa trên tay nghề thực tế của nhóm làm vấn đề và bao gồm tham khảo một số trong những tài liệu giờ đồng hồ Anh. Công ty chúng tôi không chịu trách nhiệm về các rủi ro rất có thể có khi fan đọc tham khảo tới tư liệu này. Bạn hãy tham khảo tới các hướng dẫn sử dụng thiết bị tự nhà phân phối vì tại sao an toàn khi sử dụng.
Quảng Cáo

Trước khi download đặt
Windows XP hoặc 2000 (Windows 7: đã test và chạy ổn định định)Tốc độ CPU 1GHz trở lênĐộ phân giải màn hình 1024x780Có cổng LPT (cổng tuy nhiên song 25 chân)
Để chạy Mach3 cần có Windows XP hoặc Windows 2000 vận tốc bộ giải pháp xử lý 1GHz với một màn hình độ sắc nét 1024x780 (Windows 32-bit nếu áp dụng cổng tuy vậy song để tinh chỉnh và điều khiển máy công cụ. Setup Mach3 trên phiên bản 64-bit sẽ không thể khởi động công tác (bản 3.043.022)!).
Chạy Mach3 trên máy tính để bàn sẽ cho kết quả chuyển động tốt rộng trên laptop. Laptop điều khiển này cũng rất có thể được sử dụng để chạy những chương trình khác chẳng hạn CAD giỏi CADCAM khi nó đã không chạy Mach3. Về mặt nguyên tắc Mach3 tiếp xúc với drivers qua cổng LPT (cổng thiết bị in) rồi cho tới breakout board (mạch chia tín hiệu)- Sơ đồ tiếp xúc tổng quát (đang cập nhật).
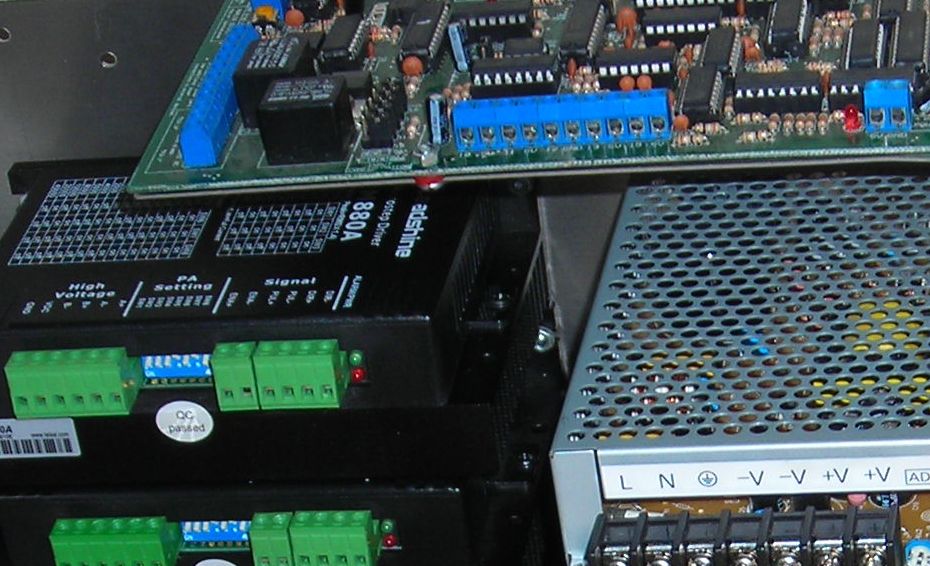
Một phần tủ điều khiển CNC
Cần có:
E-stop (Nút giới hạn khẩn cấp)Có tối thiểu 2 hoặc 3 trục chuyển động (X,Y,Z…)Dụng cố gắng cắt tất cả thể hoạt động tương đối so với phôi.Công tắc hành trình dài để kiểm soát điều hành các vị trí tọa độ gốc “home switches” của dao cắt.Công tắc hành trình để kiểm soát giới hạn hoạt động bàn thiết bị (limit switches).Điều khiển bật/ tắt mô tơ trục thiết yếu (rơle bên trên breakout board).Công tắc bình an cho phép người vận hành máy dừng cấp bách (e-stop).Điều khiển bật/ tắt bơm có tác dụng mát (coolant).Tải phần mềm Mach3 về máy của chúng ta (dung lượng khoảng 25Megabytes). Bạn xem xét chọn lockdown version: Mach3 R3.043.066 download Mach3 - Lockdown version
Bản thử nghiệm (miễn phí) gồm một vài ba hạn chế tuy nhiên không giới hạn về thời gian dùng thử. Khi bạn mua bản quyền các bạn không cần setup lại Mach3 mà chỉ việc sao chép license vào thư mục bao gồm chứa file Mach3.exe là hoàn toàn có thể sử dụng được ngay.
Các cách cài đặt:
Trước khi tiến hành setup bạn yêu cầu login vào Windows với quyền Administrator.Nếu máy tính đang kết nối với khối hệ thống điều khiển thiết bị phay thì hãy dứt kết nối (tháo cáp biểu thị LPT) - chú ý tắt mối cung cấp điện cung ứng cho PC, drivers cùng máy phay trước khi tháo cáp tín hiệu.
Khởi rượu cồn lại máy tính và chạy sở hữu đặt. Trên screen bạn đề xuất chọn:
Parallel Port Driver- bạn phải trình điều khiển này nếu bạn có nhu cầu Mach3 điều khiển hệ thống qua cổng tuy vậy song LPT (25 chân).XML’s– file lưu thông số kỹ thuật Mach3.Standard Mach3Mill screen– Màn hình chuẩn cho đồ vật phay (Các trục X, Y, Z, và A).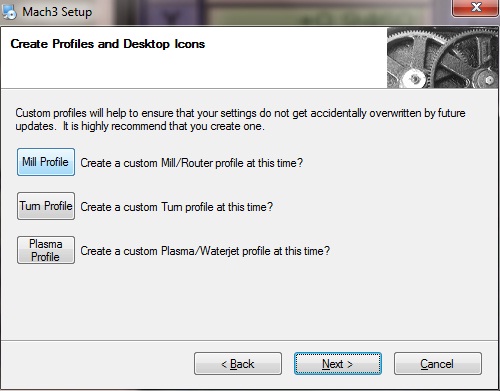
Mach3: tạo thành file cấu hình
Tiếp theo chúng ta chọn Mill Profile vào mục “Create Profiles and Desktop icons”. Mục này chế tạo ra profile riêng đến máy phay của người sử dụng nhằm kị ghi đè lên trên file thông số kỹ thuật chuẩn.
Mach3: chế tác file cấu hình
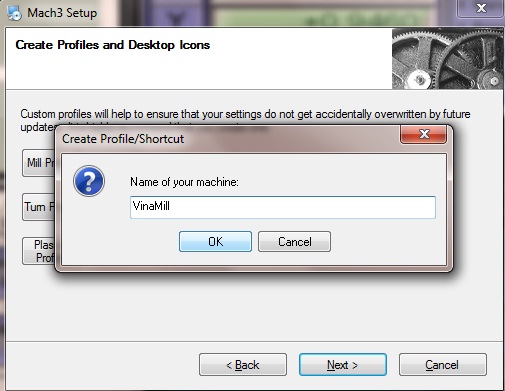
Gõ vào tên thiết bị phay của bạn, chẳng hạn: Vina
Mill
Test.EXE: kiểm tra trình tinh chỉnh và điều khiển phần cứng (giao tiếp thông qua Kernel Mode)
Khuyến kiếu từ Artsoft:
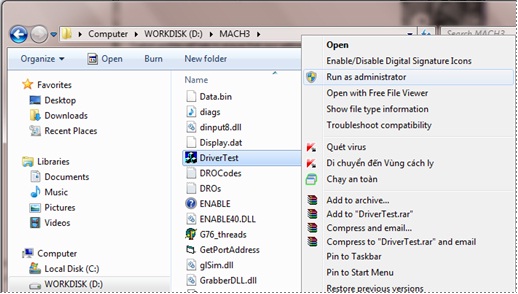
Vào folder Mach3 vừa sở hữu đặt, chạy tệp tin Driver
Test.exe (Bấm chuột buộc phải và lựa chọn “Run as Administrator” như hình trên). Tiếp đến bạn yêu cầu khởi hễ lại máy vi tính (reboot) trước khi thực hiện việc chạy Mach3.Lý vì ở đây là phần mềm Mach3 là trình tinh chỉnh và điều khiển mức thấp, can thiệp tới những ngắt khối hệ thống và điều khiển thời hạn thực… với điều này hoàn toàn có thể dẫn cho tới hệ điều hành Windows coi nó như là 1 phần mềm ô nhiễm và độc hại hay virus máy vi tính và máy sẽ ảnh hưởng treo. Lúc đó bạn chỉ có thể gỡ bỏ driver đã tải đặt bằng tay thủ công thông qua control panel.
Driver
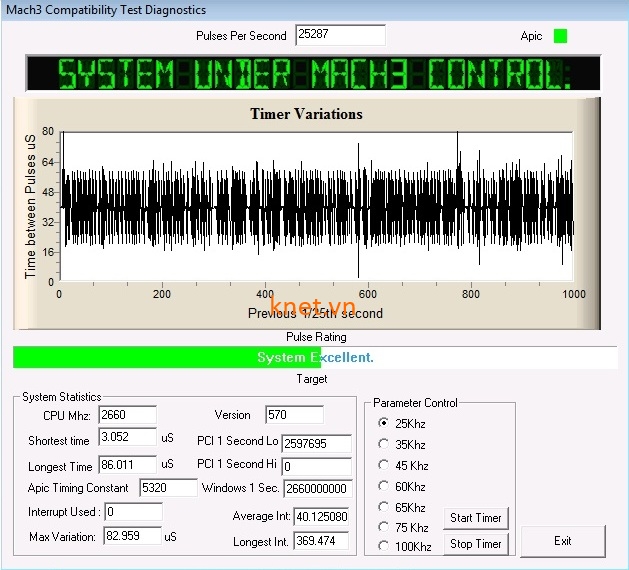
Test.EXE: kiểm soát xung tại các tần số khác nhau nhờ vào xung nhịp CPU
Bởi vị trình điều khiển và tinh chỉnh Mach3 ở tại mức thấp, ngẫu nhiên các công tác thường trú như thế nào trên PC của chúng ta đều hoàn toàn có thể gây ra các hiệu ứng có tác dụng chương trình thiết yếu chạy (chẳng hạn lịch trình Quick
Time system monitor (qtask.exe), hay liên kết internet gồm thể ảnh hưởng tới điều khiển thời hạn thực, hoặc chính sách power saver hoàn toàn có thể làm đứt quãng chương trình...Bạn nên chạy Driver
Test.exe để kiểm tra lại hệ thống.
Xem thêm: Rau càng cua có tác hại của rau càng cua là gì? cách sử dụng hiệu quả
Cài đặt/ gỡ bỏ trình điều khiển và tinh chỉnh bằng tay:
Trường thích hợp Driver
Test.exe ko chạy, hoàn toàn có thể bạn bắt buộc gỡ vứt hoặc setup lại Mach3.sys thủ công thông qua Windows Control Panel.
Cài đặt bằng tay: chúng ta vào mục “Add a new hardware device” rồi tìm file Mach3.inf trong folder Mach3 bên trên ổ đĩa đã cài đặt.
Gỡ vứt cài đặt: các bạn vào “Device Manager”, chúng ta tìm Mach3 Driver nằm dưới chiếc Macp Pulse Engine (có thể bạn phải nhấn lốt + giúp xem Mach3 Driver). Lựa chọn Mach3 Driver, dấn chuột buộc phải và lựa chọn Uninstall.
Chạy Mach3Mill lần đầu:
Chắc chắn laptop không kết nối với hệ thống điều khiển máy phay dịp này. Chạy Mach3Mill và các bạn thấy nút Reset hiện màu đỏ và dòng thông tin trên Status “External EStop Requested”.
Xem: thông số kỹ thuật Mach3 mang đến máy phay CNC
Một số lỗi thường gặp gỡ trên Mach3!
“Driver not found or installed”:Có thể driver đã không được mua đặt. Bạn cũng có thể thử lại quá trình cài đặt bằng tay ở trên. Hoặc hệ thống Windows bị lỗi cơ sở dữ liệu drivers. Chúng ta cũng có thể phải thiết lập lại Windows.Máy bị treo khi lịch trình Mach3 đang chạy: ngôi trường hợp khi chúng ta mở lại màn hình Mach3 và thấy laptop bị treo, bạn cần kiểm tra cùng bỏ chế độ power saver.Trường thích hợp xảy ra khi bạn bấm sản phẩm chạy chương trình NC hoặc lệnh M3 từ mẫu lệnh cơ mà trục thiết yếu spindle ko quay. Bạn chỉ cần đóng Mach3 cùng chạy lại.Keywords: mach3; huong dan cai dat mach3; huong dan su dung mach3; huong dan thuc khô giòn mach3; phan mem mach3; chuong trinh mach3; ứng dụng mach3; lịch trình mach3;
Lưu ý: rất có thể thanh toán mang file nhằm tiết kiệm chi phí và thời gia giao hàng. Thời hạn nhận tệp tin từ 1-2 ngày sau khoản thời gian thanh toán.




KHÁCH HÀNG Ở NƯỚC NGOÀI tải HÀNG NHƯ THẾ NÀO?
Bước 1: Thanh toán chi phí (bằng các cách sau)
Thanh toán bởi PaypalNhờ bạn trong tại vn thanh toán qua bank hoặc mang lại trực tiếp địa chỉ cửa hàng trung chổ chính giữa thanh toán
Bước 2: Công ty sẽ gửi tệp tin tài liệu (Đối với sách) hoặc File video clip (Đối với sản thành phầm DVD) qua email của bạn nhận (Ở nước ngoài)
Ứng dụng Mach3 Mill trong thêm ráp và quản lý và vận hành máy phay CNC
Với những cá thể sử dụng thứ CNC giá rẻ, nhất là các dòng trang bị từ china hay đồ vật tự chế thì chắc hẳn rằng không không quen gì với phần mượt Mach3 này. Với phần mượt Mach3 bạn vừa có thể làm bộ điều khiển và tinh chỉnh cho thiết bị CNC, nghĩa là rất có thể kết hợp để lắp ráp vật dụng CNC với cũng có thể sử dụng nó nhằm điều khiển hoạt động của máy.
Mach3 là phần mềm của hãng sản xuất Art
Soft, thuở đầu được thiết kế dành riêng cho những người sản xuất máy cnc tận nhà theo sở trường nhưng đã mau lẹ trở thành ứng dụng điều khiển hoạt bát trong công nghiệp.Dưới đấy là một vài các tác dụng và điểm sáng cơ bạn dạng được hỗ trợ bởi Mach3:


– thay đổi một lắp thêm tính cá thể PC thành một bộ tinh chỉnh và điều khiển máy CNC 6 trục với đầy đủ các tính năng.– được cho phép import trực tiếp những file dxf, bmp, jpg cùng hpgl thông qua ứng dụng Lazy
Cam.– Hiển thị G-code trực quan.– tạo thành G-code thông qua Lazy
Cam hoặc Wizards.– Giao diện hoàn toàn có thể tùy biến hoàn toàn theo ý thích bạn sử dụng.– Tùy đổi mới M-code cùng Macro bằng cách sử dụng VBscript.– Điều khiển được tốc độ trục thiết yếu (Spindle).– Điều khiển được không ít rơle đóng-cắt.– có công dụng tạo ra xung điều khiển tốc độ động cơ bởi tay.– Hiển thị clip khi sản phẩm công nghệ chạy.– có chức năng dùng được với màn hình hiển thị cảm ứng.– hình ảnh phần mềm có chức năng hiển thị ra toàn màn hình bất kỳ đang sử dụng.
Mach3 đã thành công trong việc thực hiện để tinh chỉnh các một số loại thiết bị sau:

– máy tiện– sản phẩm công nghệ phay– trang bị router– đồ vật laser– Máy cắt plasma– Máy va khắc– Máy giảm bánh răng
WIZARD

Wizard là 1 trong chương trình nhỏ được viết vị một người nào đó nhằm mục tiêu mở rộng tài năng của Mach3. Wizard được thiết kế với để cho những người sử dụng nhanh lẹ thực hiện tại được những thao tác làm việc sử dụng tiếp tục làm cho công việc đó trở nên dễ ợt mà không nhất thiết phải tạo ra file G-code trước đó. Một trong những chương trình wizard được cấp miễn phí tổn kèm phần mượt Mach3 như:– giảm bánh răng– Đo 3 chiều– sản xuất lỗ– tạo thành khe và rãnh– khắc chữ– sinh sản nhiều hình trạng tiêu chuẩn– chế tạo bề mặt– và các thứ khác…Ngoài ra cũng có thể có một bộ phần mềm wizard (Mach3 Addons) sử dụng cho phay nhưng đề nghị trả tiền để mua.
Lazy
Cam (BETA)Lazy
Cam là một trong những phần mềm miễn phí đi kèm theo với Mach3 dùng để import các file tiêu chuẩn chỉnh như dxf, cmx …được tạo thành bởi những phần mềm không có tính năng CAM. Lazy
Cam sẽ tiện lợi tạo ra G-code từ các file đó cho phần mượt mach3 sử dụng. Là một phần mềm miễn phí tổn nhưng phiên bản cập nhật pro có khá nhiều tính năng nâng cao thì bắt buộc trả tiền.
Bản quyền và cập nhật phần mềmKhi chúng ta đã mua một trong những phần mềm có bạn dạng quyền thì bạn sẽ được miễn phí cập nhật phần mềm đó trong suốt vượt trình cải cách và phát triển của phần mềm.Bản quyền chỉ đòi hỏi khi bạn sử dụng phần mềm đó để điều khiển và tinh chỉnh thực sự một vật dụng cnc. Khi chúng ta chưa kết nối máy tính PC với sản phẩm CNC thì để test code bạn nên thực hiện Mach3 ở cơ chế mô phỏng. Ở chế độ này, phần mềm không bị giới hạn bản quyền (khi sử dụng ứng dụng chưa có bản quyền thì sẽ bị giới hạn chương trình G-code yêu cầu thông số kỹ thuật máy tínhCấu hình về tối thiểu của máy tính nhằm chạy được phần mượt mach3 một bí quyết ổn định:1. Với máy tính để bàn: thực hiện cổng tuy nhiên song– Windows 2000 32-bit (64-bit không thực hiện được)– CPU 1GHz– 512 MB RAM– Card màn hình rời 32MB RAM2. Laptop xách tay: sử dụng với bộ điều khiển vận động thêm mặt ngoài– Window 2000– CPU 1GHz– 512 MB RAM– Một cỗ điều khiển hoạt động thêm bên ngoài
Và sẽ giúp đỡ bạn áp dụng hiệu quả phần mượt Mach3 và tận dụng tối đa được các tính năng của ứng dụng thì đấy là tài liệu không hề thiếu và cụ thể nhất mà bạn cần. Có thể tài liệu có quá nhiều thông tin, do đây là tài liệu được shop chúng tôi dịch lại trường đoản cú cẩm nang của hãng, họ vẫn thể hiện toàn bộ những gì cần có của phần mềm, vì chưng đó nếu khách hàng thấy phần nào chưa quan trọng thì hoàn toàn có thể bỏ qua rồi sau này khi cần có thể quay trở lại để tò mò kỹ hơn.
Nội dung xem trước của tài lệu, kèm mục lục cụ thể bên dưới
1. Khẩu ca đầu ……………… …………….. 1-1
2.Giới thiệu hệ thống gia công CNC …………… 2- 1
2.1 Các thành phần của hệ thống gia công …………… ……………… 2-1
2.2 biện pháp Mach3 đáp ứng ……………. ………………… ………… 2-2
3.Tổng quan liêu về ứng dụng điều khiển lắp thêm Mach3 ………………. 3-1
3.1 tùy chỉnh ………………. ………………… ……………….. 3-1
3.1.1 download về …………….. ………………… ……………….. 3-1
3.1.2 cài đặt …………….. ………………… ……………………… 3-1
3.1.3 Khởi động…………. ………………… ………………. 3-2
3.1.4 biểu tượng máy tính để bàn…………… ………………… …. 3-2
3.1.5 Kiểm tra cài đặt …………… ………………… …….. 3-3
3.1.6 chất vấn trình điều khiển Mach3 ………… ………………. 3- 4
3.1.7 xem xét khi thiết lập và không thiết lập trình điều khiển thủ công bằng tay ……… ……………. 3-4
3.2 screen ………………. ………………… …………………….. 3-4
3.2.1 những loại đối tượng trên screen …………. ………………… …. 3-5
3.2.2 Sử dụng những phím lệnh cùng phím tắt ………….. ………………… .. 3-5
3.2.3 Nhập dữ liệu vào DRO ………….. ………………… …………… 3-6
3.3 Run………………. ………………… …………………….. 3-6
3.4 Nhập dữ liệu bằng tay thủ công (MDI) cùng Teach ………… …
3.4.1 MDI …………….. ………………… …. 3- 7
3.4.2 Teaching …………….. ………………… ……………………… 3- 7
3.5 Wizard – CAM nhưng không cần phần mềm CAM chuyên dụng ………… ………… 3-8
3.6 Chạy lịch trình mã G ………….. ……………… 3-10
3.7 Hiển thị đường chạy dao ……………… ………………… ……….. 3-11
3.7.1 Xem đường chạy dao …………… ………………… ……… 3-11
3.7.2 Kéo cùng Thu phóng screen đường chạy dao ………… 3-11
3.8 các tính năng màn hình hiển thị khác …………….. ………………… …. 3-11
4.Sự cố kỉnh phần cứng và kết nối máy ………………… 4-1
4.1 an toàn …………….. ………………… ……… 4-1
4.2 Những vấn đề mà Mach3 hoàn toàn có thể điều khiển ……………. ………………… .. 4-1
4.3 Điều khiển EStop …………….. ………………… ……….. 4-2
4.4 Cổng tuy nhiên song PC ……………. ………………… …….. 4-3
4.4.1 Cổng tuy nhiên song và lịch sử hào hùng của nó ………… ………………. 4- 3
4.4.2 Tín hiệu ngắn gọn xúc tích ……………. ………………… …………………. 4-3
4.4.3 tiếng ồn ào điện và khói…………. ………
4.5 Tùy chọn tinh chỉnh và điều khiển trục …………….. ………………… ………… 4-5
4.5.1 Stepper với Servos …………… ………………… ………… 4-5
4.5.2 Thực hiện giám sát trục đồ vật ………….. ………………. 4- 6
4.5.3 Làm vắt nào các tín hiệu Bước……………….. …… 4-7
4.6 giới hạn và công tắc trang chủ ……………. ………………… 4-8
4.6.1 kế hoạch …………….. ………………… …………………….. 4-8
4.6.2 công tắc ……………. ………………… …………………. 4-8
4.6.3 khu vực lắp công tắc …………. ………………… 4-9
4.6.4 cách Mach3 sử dụng các công tắc được chia sẻ …………. …………. 4-10
4.6.5 Tham chiếu khi có tác dụng việc…………… ………………… …….. 4-10
4.6.6 những tùy chọn và gợi ý về home và số lượng giới hạn hành trình ……….. …. 4-11
4.7 Điều khiển trục thiết yếu ……………… ………………… …………. 4-11
4.8 Dung dịch làm mát ………………. ………………… …………………… 4-13
4.9 Điều khiển phía dao …………….. ………………… .. 4-13
4.10 Đầu dò ……………… ………………… …………… 4-13
4.11 bộ mã hóa tuyến đường tính (thước quang) ………….. …………….. 4-13
4.12 Xung trục chính …………….. ………………… ……. 4-14
4.13 Bơm………….. ………… 4-15
4.14 Các tính năng khác ……………… ………………… ………… 4-15
5.Định thông số kỹ thuật Mach3 mang lại máy với driver ……………………. 5-1
5.1 cấu hình …………….. ………………… 5-1
5.2 Cấu hình ban sơ ……………… ………………… ……. 5-1
5.2.1 Xác định địa chỉ cửa hàng của (các) cổng……… ……………. 5-1
5.2.2 xác minh tần số bộ động cơ …………… ………………… .. 5-2
5.2.3 xác minh các tính năng đặc biệt quan trọng …………… ………………… ….. 5-2
5.3 xác định tín hiệu đầu vào và cổng output mà các bạn sẽ sử dụng ……….. …………… 5-2
5.3.1 Tín hiệu đầu ra output trục và trục thiết yếu được sử dụng ………. …. 5-2
5.3.2 Tín hiệu đầu vào được thực hiện …………. ………………… ……… 5-3
5.3.3 Tín hiệu nguồn vào được mô rộp …………… ………………… …….. 5-4
5.3.4 Tín hiệu cổng đầu ra ……………. ………………… ………………. 5-5
5.3.5 xác định đầu vào bộ mã hóa …………… ………………… …… 5-5
5.3.5.1 bộ mã hóa …………….. ………………… …………… 5-5
5.3.5.2 MPG …………….. ………………… ……………….. 5-6
5.3.6 Định thông số kỹ thuật trục chủ yếu …………… ………………… ……. 5-6
5.3.6.1 điều hành và kiểm soát dung dịch làm cho mát ……………. ………………… ……. 5-6
5.3.6.2 Điều khiển rơle trục chủ yếu …………… ………………… 5-6
5.3.6.3 Điều khiển động cơ ……………. ………………… ……… 5-6
5.3.6.4 Điều khiển trục bao gồm Modbus …………… …………….. 5-7
5.3.6.5 Các thông số chung ……………. ………………… 5 – 7
5.3.6.6 phần trăm puly ……………. ………………… …………
5.3.6.7 tác dụng đặc biệt ……………………….
5.3.7 Tab Tùy chọn Mill …………… ………………… …………….. 5-8
5.3.8 đánh giá …………….. ………………… 5-9
5.4 khẳng định đơn vị thiết lập cấu hình ……………. ………………… … 5-9
5.5 Điều chỉnh động cơ……………… ………………… ………….. 5-10
5.5.1 Tính toán công việc trên mỗi đơn vị …………. ……………….. 5 -10
5.5.1.1 thống kê giám sát driver…………… ……. 5-10
5.5.1.2 Tính toán công việc động cơ trên mỗi vòng xoay …………. …………………… 5-11
5.5.1.3 Tính toán các bước Mach3 trên mỗi vòng xoay động cơ ………… …………. 5-11
5.5.1.4 công việc Mach3 trên mỗi đơn vị ………….. ……………….. 5 -11
5.5.2 Đặt tốc độ động cơ buổi tối đa …………. ………… 5-12
5.5.2.1 demo nghiệm thực tiễn về vận tốc động cơ …………. …….. 5-12
5.5.2.2 thống kê giám sát tốc độ tối đa của động cơ ………….. ……………………… 5-13
5.5.2.3 sở hữu đặt auto các bước trên mỗi đơn vị ………… 5-13
5.5.3 tốc độ …………… ………………… … 5-14
5.5.3.1 tiệm tính với lực …………… ………………… …. 5-14
5.5.3.2 Kiểm tra các giá trị gia tốc khác biệt ………….. …………………….. 5-14
5.5.3.3 vì sao phải kị lỗi servo……… ……………………. 5-14
5.5.3.4 chọn giá trị tốc độ ………….. ….. 5-14
5.5.4 lưu lại và kiểm soát ………….. ………………… ……. 5-14
5.5.5 Lặp lại thông số kỹ thuật của các trục khác …………. ……….. 5-15
5.5.6 cấu hình thiết lập động cơ trục bao gồm …………… ………………… ………. 5-16
5.5.6.1 tốc độ động cơ, tốc độ trục bao gồm và puly ……….. …………………… 5-16
5.5.6.2 Bộ điều khiển trục bao gồm được điều chế độ rộng xung …………. ……………….. 5-17
5.5.6.3 Bộ điều khiển trục chính Bước với Hướng …………. …………………….. 5-17
5.5.6.4 kiểm tra driver trục bao gồm ………….. ………….. 5-18
5.6 thông số kỹ thuật khác ……………… ………………… ….. 5-18
5.6.1 Định cấu hình homing với softlimits ………….. …………. 5-18
5.6.2 thông số kỹ thuật các phím tắt khối hệ thống …………… ………………… 5-19
5.6.3 Định thông số kỹ thuật Backlash ……………. ………………… ………. 5-19
5.6.4 Định thông số kỹ thuật Slave ……………. ………………… ………… 5-20
5.6.5 Định thông số kỹ thuật đường chạy dao ……………. ………………… ………. 5-20
5.6.6 Định thông số kỹ thuật trạng thái ban sơ …………… ………………… ……. 5-21
5.6.7 Định cấu hình các mục xúc tích khác ………….. ……………….. 5 -23
5.7 Làm nuốm nào nhằm hồ sơ information được tàng trữ ……………… ………………………. 5-24
6. Mach3 tinh chỉnh và chạy một chương trình gia công … 6-1
6.1 trình làng ………………. ………………… ……………… 6-1
6.2 Cách tinh chỉnh và điều khiển được phân tích và lý giải trong chương này ………… ………………… 6-1
6.2.1 Điều khiển biến hóa màn hình …………… ………………… …. 6-1
6.2.1.1 Đặt lại …………….. ………………… …………………. 6-1
6.2.1.2 Nhãn …………….. ………………… ……………….. 6-1
6.2.1.3 các phím lệnh chọn màn hình …………… ……………. 6-2
6.2.2 Nhóm tinh chỉnh trục …………… ………………… …………. 6-2
6.2.2.1 giá trị tọa độ DRO …………… ……………… 6-2
6.2.2.2 Tham chiếu …………….. ………………… …………. 6-2
6.2.2.3 Tọa độ máy ……………. ……………….. 6 -3
6.2.2.4 Tỉ lệ…………….. ………………… …………………. 6-3
6.2.2.5 Softlimits …………….. ………………… …………… 6-3
6.2.2.6 Verify …………….. ………………… ……………….. 6-3
6.2.2.7 Hiệu chỉnh 2 lần bán kính / nửa đường kính ………….. ………… 6-3
6.2.3 Điều khiển “Di chuyển đến” …………. ………………… …………… 6-3
6.2.4 MDI với Dạy families of Controls …………. ………………. 6- 3
6.2.5 Families of Controls Jogging …………… ………………… …….. 6-4
6.2.5.1 cỗ phím tắt gia công ……………. ………………… ……. 6-4
6.2.5.2 Cổng song song hoặc Modbus MPG Jogging ………… …………………….. 6-5
6.2.5.3 nhóm điều khiển tốc độ trục chính ………….. ………. 6-5
6.2.6 Nhóm điều khiển ăn dao …………… ………………… …………. 6-5
6.2.6.1 Đơn vị ăn uống dao từng phút ………….. ……………….. 6 -5
6.2.6.2 Đơn vị ăn dao trên từng vòng quay. ………………… ……………… 6-6
6.2.6.3 Feed hold ……………. ………………… ………… 6-6
6.2.6.4 Override ……………. ………………… ………. 6-6
6.2.7 Chương trình mái ấm gia đình điều khiển chạy ………….. …………… 6-6
6.2.7.1 ban đầu Chu trình ……………. ………………… ………….. 6-6
6.2.7.2 nguồn cấp dữ liệu …………….. ………………… …………… 6-6
6.2.7.3 giới hạn …………….. ………………… ………………….. 6-7
6.2.7.4 Tua lại …………….. ………………… ……………… 6-7
6.2.7.5 BLK đối kháng ……………. ………………… …………. 6-7
6.2.7.6 Chạy lui dòng ……………. ………………… ………… 6-7
6.2.7.7 Số mẫu ……………. ………………… ……….. 6-7
6.2.7.8 Run from here …………… ………………… ………. 6-7
6.2.7.9 Đặt dòng tiếp sau …………… ………………… …………. 6-7
6.2.7.10 Xóa khối………. ………………… …………….. 6-7
6.2.7.11 Dừng……………. ………………… ………. 6-8
6.2.8 Nhóm tinh chỉnh và điều khiển tệp …………… ………………… ………….. 6-8
6.2.9 cụ thể dao cắt ……………. ………………… …………………… 6-8
6.2.10 Families of Controls G-Code với Toolpath ……….. ………… 6-8
6.2.11 team bù trừ dao với bảng điều khiển và tinh chỉnh dao cắt ……….. …… 6-9
6.2.11.1 lệch lạc dao ……………. ………………… ………. 6-9
6.2.11.2 Dao cắt …………….. ………………… ………………. 6-10
6.2.11.3 truy cập trực tiếp vào những bảng offset …………. …….. 6-10
6.2.12 Nhóm tinh chỉnh và điều khiển đường kính………….. ……… 6-10
6.2.13 Nhóm tinh chỉnh tiếp tuyến đường …………… ………………… .. 6-11
6.2.14 Nhóm điều khiển phần giới hạn …………. … 6-11
6.2.14.1 Kích hoạt nguồn vào 4 …………… ………………… .. 6-11
6.2.14.2 giới hạn override ……………. ………………… …… 6-11
6.2.15 nhóm điều khiển setup hệ thống ………….. ……………. 6-11
6.2.15.1 Đơn vị …………….. ………………… ……………….. 6-12
6.2.15.2 quý giá Z an ninh ……………. ………………… ………………. 6-12
6.2.15.3 cơ chế CV / số lượng giới hạn góc …………. …………… 6-12
6.2.15.4 Ngoại đường …………….. ………………… …………….. 6-12
6.2.16 Nhóm tinh chỉnh bộ mã hóa …………… ………………… …… 6-12
6.3 sử dụng Wizard ……………… ………………… ………….. 6-14
6.4 Mở chương trình gia công mã G …………. ………… 6-15
6.5 chỉnh sửa chương trình tối ưu ……………. ………………… .. 6-16
6.6 chuẩn bị thủ công và chạy một chương trình gia công …………. …………. 6-16
6.6.1 Nhập chương trình viết tay ………… ………….. 6-16
6.6.2 Trước khi bạn chạy một chương trình gia công ………… ………………. 6- 16
6.6.3 Chạy công tác …………… ………………… …… 6-17
6.7 xây dừng mã G bằng phương pháp nhập các tệp không giống ………… ………………………. 6-17
7.Hệ thống tọa độ, bảng dao cắt và kẹp dao …. 7-1
7.1 Hệ tọa độ lắp thêm …………….. ……………… 7-1
7.2 Bù trừ ……………… ………………… ………………. 7-2
7.2.1 Đặt gốc gia công qua một điểm nhất định ……….. …………. 7-3
7.2.2 trang chủ của một máy thực tế …………. ………………… 7-4
7.3 gọi gì về độ dài khác nhau của dao cắt? ………………… ……………………… 7-4
7.3.1 Dao cắt có thể thiết đặt ……………. ………………… …………….. 7-5
7.3. 2 dao cắt tất yêu đoán trước ……………. ………………… ……… 7-5
7.4 Cách lưu trữ giá trị bù ………….. …………. 7-5
7.5 Vẽ nhiều bạn dạng sao ………….. …………. 7-6
7.6 Ý nghĩa của “Chạm” …………… ……………… 7-7
7.6.1 kết thúc gia công ……………. ………………… ……………………… 7-7
7.6.2 tra cứu kiếm cạnh ……………. ………………… …………………. 7-7
7,7 điểm bù G52 và G92 ……………. ………………… ………… 7-7
7.7.1 thực hiện G52 ……………. ………………… ……………………. 7-8
7.7.2 sử dụng G92 ……………. ………………… ……………………. 7-9
7.7.3 cẩn trọng với G52 và G92 ………… ………………… .. 7-9
7.8 Đường kính dao núm ……………… ………………… …………….. 7-9
8.Nhập tệp DXF, HPGL cùng hình ảnh ………….. ……. 8-1
8.1 reviews ………………. ………………… ……………… 8-1
8.2 Nhập DXF ……………… ………………… ……………….. 8-1
8.2.1 mua tệp ……………. ………………… …………………… 8-2
8.2.2 Xác định hành vi cho các lớp ………….. ………………… ….. 8-2
8.2.3 Tùy chọn chuyển đổi ……………. ………………… ………… 8-3
8.2.4 tạo thành mã G …………. ………………… ………… 8-3
8.3 Nhập HPGL ……………… ………………… …………….. 8-4
8.3.1 giới thiệu về HPGL ……………. ………………… …………………. 8-4
8.3.2 lựa chọn tệp để nhập ………….. ………………… …….. 8-4
8.3.3 Nhập tham số ……………. ………………… ………….. 8-5
8.3.4 Viết tệp mã G ………… ………………… ………. 8-5
8.4 Nhập bitmap (BMP và JPEG) …………. …………… 8-6
8.4.1 chọn tệp để nhập ………….. ………………… …….. 8-6
8.4.2 Chọn nhiều loại kết xuất ………….. ………………… ….. 8-6
8.4.3 Hình ảnh thô và một số loại xoắn ốc ………….. ………………… … 8-7
8.4.4 tạo dạng chấm …………… ………………… ……. 8-7
8.4.5 Viết tệp mã G ………… ………………… ………. 8-7
9. Bu trừ dao…………….. …………………… 9-1
9.1 trình làng về bù trừ …………….. ………….. 9-1
9.2 Hai một số loại biên dạng ……………. ………………… ….. 9-2
9.2.1 Biên dạng cạnh vật tư …………… ………………… …….. 9-2
9.2.2 Biên dạng dao giảm …………… ………………… …………… 9-2
9.2.3 di chuyển mục nhập xây dựng …………… ………………… 9-3
10. Tham chiếu ngôn ngữ mã Mach 2 G- và M … 10-4
10.1 một trong những định nghĩa ….. ………………… ………………… … 10-4
10.1.1 Trục tuyến tính ……………. ………………… ………………… 10-4
10.1.2 Trục con quay ……………. ………………… …………… 10-4
10.1.3 Tỉ lệ mở rộng ……………. ………………… ……………….. 10-4
10.1.4 Điểm được kiểm soát điều hành ……………. ………………… …………… 10-4
10.1.5 vận động tuyến tính phối hợp …………. ………………… 10-5
10.1.6 tỷ lệ ăn dao ……………. ………………… ……………………. 10-5
10.1.7 hoạt động cung ……………. ………………… …………………. 10-5
10.1.8 Dung dịch có tác dụng mát …………….. ………………… ……………………… 10-5
10.1.9 Dwell …………….. ………………… . 10-6
10.1.10 Đơn vị …………….. ………………… .. 10-6
10.1.11 Vị trí lúc này ……………. ………………… …………… 10-6
10.1.12 mặt phẳng được lựa chọn ……………. ………………… ……………… 10-6
10.1.13 Bảng dao giảm ……………. ………………… ………………….. 10-6
10.1.14 biến đổi dao giảm ……………. ………………… ……………….. 10-6
10.1.15 đổi khác pallet ……………. ………………… ……………….. 10-6
10.1.16 Các cơ chế kiểm rà soát đường ăn dao….. ………………… ………. 10-6
10.2 liên can trình biên dịch với các bộ điều khiển và tinh chỉnh ……………. . 10-7
10.2.1 vận tốc ăn dao và tiến dao …………. ………… 10-7
10.2.2 Điều khiển xóa khối …………… ………………… ……… 10-7
10.2.3 Điều khiển dừng lịch trình tùy lựa chọn ………….. ……………. 10-7
10.3 Tệp dao giảm ……………… ………………… ………………….. 10-7
10,4 Ngôn ngữ của các chương trình gia công …………… ……….. 10-7
10.4.1 Tổng quan …………….. ………………… …………………… 10-7
10.4.2 tham số …………….. ………………… …………………. 10-8
10.4.3 khối hệ thống tọa độ ……………. ………………… ……… 10-9
10.5 Định dạng của một cái ……………. ………………… ………. 10-10
10.5.1 Số mẫu ……………. ………………… ……………… 10-10
10.5.2 Nhãn chương trình bé ……………. ………………… ……….. 10-10
10.5.3.2 giá trị tham số ……………. ………………… .. 10-11
10.5.3.3 Biểu thức và hoạt động nhị phân ………….. ……………………. 10-11
10.5.3.4 giá bán trị vận động đơn phương …………… …………. 10-12
10.5.4 setup tham số ……………. ………………… ……….. 10-12
10.5.5 nhấn xét và tin nhắn …………… ……… ………… 10-12
10.5.6 Mục tái diễn ……………. ………………… ……………… 10-12
10.5.7 vật dụng tự ……………. ………………… …………………. 10-13
10.5.8 những lệnh và cơ chế gia công ………….. ………… 10-13
10.6 những nhóm thủ tục ……………… ………………. 10-13
10.7 mã G ……………… ………………… …………………. 10-14
10.7.1 chuyển động tuyến tính cấp tốc – G0 …………. ………………… 10-16
10.7.2 vận động tuyến tính ở vận tốc giới hạn – G1 ……….. ………….. 10-16
10.7.3 hoạt động cung- G2 và G3 ………. ………………. 10- 17
10.7.4 Dwell – G4 …………… ………………… …………………. 10-18
10.7.5 Đặt Dao giảm dữ liệu khối hệ thống tọa độ cùng bảng bù dao – G10 ……. .. 10-18
10.7.6 tối ưu hốc theo hướng kim đồng hồ / ngược chiều kim đồng hồ – G12 và G13 …….. 10-19
10.7.7 Thoát với vào chế tác độ rất – G15 cùng G16 ……… .. 10-19
10.7.8 lựa chọn mặt phẳng – G17, G18 và G19 ……… ……… 10-20
10.7.9 Đơn vị – G20 với G21 ………… ………………. 10- 20
10.7.10 Trở về trang chủ – G28 với G30 ……….. ……………. 10-20
10.7.11 Trục tham chiếu G28.1 …………. ………………… ……. 10-20
10.7.12 Đầu dò – G31 ………….. ………………… …….. 10-20
10.7.12.1 Lệnh thăm dò trực tiếp ………….. ….. 10-20
10.7.12.2 sử dụng lệnh thăm dò thẳng …………. …………………….. 10-21
10.7.12.3 ví dụ……………. ………………… ….. 10-21
10.7.13 Bù trừ bán kính cắt – G40, G41 với G42 …….. ………………. 10-22
10.7,14 Độ nhiều năm dao giảm – G43, G44 và G49 ……… … 10-23
10.7.15 Hệ số xác suất G50 với G51 …………. ………………… 10-23
10.7.16 Bù trừ khối hệ thống tọa độ tạm thời – G52 ………… …………………….. 10-23
10.7.17 dịch rời theo tọa độ hoàn hảo – G53 ………… ……. 10-23
10.7.18 Chọn khối hệ thống tọa độ bù dao – G54 cho G59 & G59 p. ~ ….. .. 10-24
10.7.19 Đặt chế độ điều khiển đường dẫn – G61 cùng G64 ……… …… 10-24
10.7.20 Hệ tọa độ luân chuyển – G68 cùng G69 ……….. . 10-24
10.7,21 Đơn vị độ nhiều năm – G70 với G71 ………… ………………. 10- 24
10.7.22 chu trình khoan vận tốc cao G73 ………. ………….. 10-25
10.7,23 diệt bỏ vận động – G80 …………. ………………. 10- 25
10.7.24 quy trình G81 mang đến G89 ………… ………………. 10- 25
10.7.24.1 chuyển động sơ bộ………… …………………….. 10-26
10.7.24.2 quy trình G81 ……………. ………………… ……….. 10-26
10.7.24.3 quy trình G82 ……………. ………………… ……….. 10-27
10.7.24.4 quy trình G83 ……………. ………………… ……….. 10-27
10.7.24.5 quy trình G84 ……………………… ………………… 10-28
10.7.24.6 chu trình G85 ……………. ………………… ……….. 10-28
10.7.24.7 chu trình G86 ……………. ………………… ……….. 10-28
10.7.24.8 quy trình G87 ……………. ………………… ……….. 10-29
10.7.24.9 quy trình G88 ……………. ………………… ……….. 10-30
Chu trình 10.7.24.10G89 ……………. ………………… ……….. 10-30
10.7.25 Đặt chế độ khoảng biện pháp – G90 cùng G91 ……….. ……….. 10-30
10.7.26 Đặt cơ chế IJ – G90.1 với G91.1 ……. ……………….. 10 -30
10.7.27 Offs G92 – G92, G92.1, G92.2, G92.3 .. ……….. 10-31
10.7.28 Đặt chế độ tốc độ hấp thụ – G93, G94 và G95 …….. …. 10-31
0.7,29 chu trình G98 với G99 ……… ………………….. 10-32
10.8 Mã M tích đúng theo …………… ………………… ……….. 10-32
10.8.1 giới hạn và chấm dứt chương trình – M0, M1, M2, M30 …… ……………….. 10-32
10.8.2 Điều khiển trục chủ yếu – M3, M4, M5 ………. ……………… 10-33
10.8.3 thay đổi dao cắt – M6 ………….. ………………… …………. 10-33
10.8.4 kiểm soát dung dịch làm mát – M7, M8, M9 ………. ……………… 10-33
10.8.5 Chạy lại từ bỏ dòng đầu tiên – M47 ………. ………………… 10-34
10.8.6 kiểm soát Override – M48 với M49 ………… ………… 10-34
10.8.7 call chương trình nhỏ – M98 ………….. ………………… …… 10-34
10.8.8 Trả về từ bỏ chương trình con …………… ………………… … 10-34
10.9 Mã M Macro ……………. ………………… ………… 10-34
10.9.1 Tổng quan liêu về macro ……………. ………………… …………. 10-34
10.10 Mã nguồn vào khác …………….. ………………… …… 10-35
10.10.1 Đặt tốc độ cắt – F …………. ………………… …………… 10-35
10.10.2 Đặt tốc độ trục bao gồm – S …………. ………………… …….. 10-35
10.10.3 lựa chọn Dao giảm – T ………….. ………………… ……………. 10-35
10.11 xử lý lỗi ……………… ………………… ………. 10-35
10.12 Trình tự triển khai …………….. ………………… ….. 10-36
11. Phụ lục 1 – hình ảnh chụp screen Mach3 …….. 11-1
12. Phụ lục 2 – Sơ vật sơ đồ mẫu mã ….. 12-1
12.1 EStop và giới hạn sử dụng rơle …………… …………… 12-1
13. Phụ lục 3 – phiên bản ghi cấu hình được áp dụng …….. 1
14. Lịch sử vẻ vang sửa đổi …………….. …… 2
15. Index ……………… ………………… … 3














