Các hệ tọa độ
G-Code được sử dụng rộng thoải mái như là ngôn từ lập trình điều khiển và tinh chỉnh số bằng máy tính xách tay (lập trình CNC). File công tác NC là chuỗi lệnh thường ban đầu bằng chữ G, khớp ứng với một hay 1 chuỗi các hành vi mà vật dụng công cụ bắt buộc thực hiện.
Bạn đang xem: (Tiếng Việt) (Tiếng Việt) G
Lần đầu xuất hiện vào trong thời hạn 1950 trường đoản cú viện technology Massachusetts (MIT). Ý tưởng là liên kết các điểm trong khía cạnh phẳng tốt trong không gian theo yêu cầu tín đồ lập trình.
File dữ liệu là tệp tin văn bạn dạng (text) bao gồm phần không ngừng mở rộng *.nc. Sản phẩm công nghệ CNC chạy các phần mềm điều khiển khác nhau có thể sẽ bao gồm sự không giống nhau trong biên dịch lệnh (Siemens, Fanuc, Mazak, Linux
CNC, Turbo
CNC tốt Mach3…).
Chương trình CNC là một trong những tập hợp những lệnh G-Code được chế tạo ra từ các trình soạn thảo như Notepad, hoặc biên dịch từ những chương trình CADCAM như thể Art
CAM, Master
CAM, Turbo
CNC. Mỗi lệnh sẽ khớp ứng với một hay một chuỗi các hành vi máy công cụ yêu cầu thực hiện, như: di chuyển đầu dao không cắt, dịch rời có cắt (đường thẳng hay cung tròn), hoặc một chuỗi các vận động để tạo ra một lỗ…
Chi tiết những lệnh G-Code trình bày trong tài liệu này là phù hợp với Mach3. Mặc dù nhiên hoàn toàn có thể phát sinh hầu như lỗi do chỉnh sửa nên khi tín đồ đọc tìm hiểu thêm tài liệu buộc phải kiểm tra và đảm bảo an toàn khi áp dụng.
Người quản lý cần nuốm rõ hoạt động của các lệnh, vì vận hành máy CNC rất có thể gây nguy hiểm. Các máy CNC này gồm những: Máy phay CNC, máy tiện CNC, thứ khắc CNC, sản phẩm rounter trong gia công các thành phầm gỗ ...
Xem ví dụ dưới đây. Trả sử đang quản lý một vật dụng phay CNC và phải cắt một rãnh từ điểm A tất cả tọa độ x=0 với y=0, viết gọn gàng là A(0,0), tới điểm B(100,100). Câu lệnh đang là:
N10 G0 X0 Y0 N20 G1 Z-2N30 G1 X100 Y100
Nhận xét:
G0 X0 Y0: đưa dao cấp tốc đến tọa độ (x,y)=(0,0);G1 X100 Y100: dịch rời dao giảm từ điểm bây giờ (0,0) mang đến (100,100) cùng với chiều sâu giảm Z=-2mm.Nxx là ký kết hiệu thứ tự chiếc lệnh - nhãn lệnh.Cần gồm thêm các lệnh:
nhảy mô tơ trục chính. Vận tốc quay trục chính.Tốc độ chạy dao lúc cắt.Chúng ta sẽ mày mò chúng kỹ hơn ở những phần sau.
Phân nhóm những lệnh
Bảng các lệnh G
| G00 | Di chuyển dao nhanh. |
| G01 | Cắt theo đường thẳng. |
| G02 | Cắt cung tròn theo hướng kim đồng hồ. |
| G03 | Cắt cung tròn ngược hướng kim đồng hồ. |
| G04 | Dừng di chuyển dao vào một khoảng thời hạn do người sử dụng ấn định. |
| G10 | Thiết lập tọa độ của các bàn kẹp phôi, thông số kỹ thuật bảng gắng dao. |
| G12 | Cắt lỗ tròn theo hướng kim đồng hồ. |
| G13 | Cắt lỗ tròn trái chiều kim đồng hồ. |
| G15/G16 | Tọa độ cực. |
| G17 | Thiết lập XY là khía cạnh phẳng gia công. |
| G18 | Thiết lập XZ là phương diện phẳng gia công. |
| G19 | Thiết lập YZ là khía cạnh phẳng gia công. |
| G20/G21 | Thiết lập đơn vị chiều dài in/mm. |
| G28 | Đưa dao về vị trí Home. |
| G28.1 | Đưa dao về vị trí home theo tham số trục đi kèm. |
| G30 | (Xem lệnh G28). |
| G31 | Dò vị trí. áp dụng G31 nhằm dò tọa độ đầu dao trong rứa dao thủ công bằng tay hoặc cụ dao trường đoản cú động. |
| G40 | Tắt chế độ bù dao. |
| G41/G42 | Bật chế độ bù dao trái (G41)/ phải(G42). |
| G43 | Áp dụng chế độ bù độ cao dao cắt. |
| G49 | Tắt chính sách bù chiều lâu năm cán dao. |
| G50 | Đưa toàn bộ các tỉ số kéo dài của các tọa độ về 1. |
| G51 | Thiết lập tỉ số kéo dãn dài của tọa độ. |
| G52 | Dịch gửi gốc tọa độ tương đối. |
| G53 | Di chuyển trong tọa độ tuyệt đối. |
| G54 | Sử dụng tọa độ của bàn kẹp phôi 1. |
| G55 | Sử dụng tọa độ của bàn kẹp phôi 2. |
| G56 | Sử dụng tọa độ của bàn kẹp phôi III. |
| G57 | Sử dụng tọa độ của bàn kẹp phôi 4. |
| G58 | Sử dụng tọa độ của bàn kẹp phôi 5. |
| G59 | Sử dụng tọa độ của bàn kẹp phôi 6. |
| G61/G64 | Chế độ điều hành và kiểm soát đường chạy dao: dừng thiết yếu xác/ vận tốc không đổi. |
| G68/G69 | Xoay hệ tọa độ/ Hủy chính sách xoay tọa độ. |
| G70/G71 | (Xem G20/G21) |
| G73 | Khoan vận tốc cao/ lỗ sâu/ có chế độ bẻ gãy phoi. |
| G80 | Thoát chính sách khoan gộp. |
| G81 | Khoan lỗ (di đưa tới những lỗ). |
| G82 | Khoan lỗ với đầu dao di chuyển tới tọa độ những lỗ - bao gồm điểm giới hạn gia công. |
| G83 | Khoan lỗ (di gửi tới những lỗ) - có chính sách bẻ gãy phoi. |
| G85/G86/G88/G89 | Khoan những lỗ - dịch chuyển theo cung tròn. |
| G90 | Chuyển sang cơ chế di chuyển trong hệ tọa độ hay đối. |
| G90.1 | Chuyển sang chính sách tương đối IJK. |
| G91 | CChuyển sang cơ chế tương đối IJ. |
| G91.1 | Chuyển sang chế độ tương đối IJK. |
| G92 | Thay đổi cội hệ trục tọa độ theo giá trị chuyển vào (vị trí dao cắt không dịch chuyển khi thực hiện lệnh). |
| G92.x | Xóa bỏ chính sách lệnh G92. |
| G93 | Di chuyển - trong khoảng thời hạn = 1/F. |
| G94 | Di gửi - tính theo F (tốc độ giảm F). |
| G98 | Rút dao cấp tốc theo Z trong các lệnh khoan. |
| G99 | Rút dao nhanh theo R trong số lệnh khoan. Xem thêm: Chân Bé Bị Vòng Kiềng Là Gì? Cách Nhận Biết Chân Vòng Kiềng Ở Trẻ Em |
Bảng liệt kê các lệnh vận hành- M
| M0 | Dừng chương trình. |
| M1 | Dừng kèm theo tuyển lựa (chẳng hạn cố dao). |
| M2 | Hết chương trình. |
| M3/M4 | Bật mô tơ trục chính - chiều tảo thuận/ ngược chiều. |
| M5 | Dừng mô tơ trục chính. |
| M6 | Thay dao (bằng tay hoặc từ động). |
| M7 | Bật xịt sương (làm mát). |
| M8 | Bật xịt nước (làm mát). |
| M9 | Tắt phun nước (làm mát). |
| M30 | Hết chương trình, quay trở lại điểm đầu. |
| M47 | Chạy lại chương trình từ mẫu lệnh đầu tiên. |
| M48 | Cho phép ghi đè vận tốc trục chính và tốc độ cắt. |
| M49 | Tắt ghi đè vận tốc trục bao gồm và vận tốc cắt. |
| M98 | Gọi công tác con. |
| M99 | Kết thúc lịch trình con, trở về công tác chính. |
Bảng liệt kê những thông số
| A | Tọa độ góc trục A. |
| B | Tọa độ góc trục B. |
| C | Tọa độ góc trục C. |
| D | Giá trị bù bán kính dao cắt. |
| F | Tốc độ chạy dao khi cắt (mm/phút). |
| H | Bù độ cao (Z) của dao giảm (trong bảng cố dao - đơn vị mm). |
| IJK | Độ lệch tương so với tọa độ X,Y,Z. |
| N | Đánh số đầu dòng. |
| O | Nhãn lịch trình con. |
| P | Dừng hoạt động các trục trong lúc gia công - quý giá tính bởi phần nghìn của giây hoặc giây tùy theo cài đặt G04 Dwell in ms trong cửa ngõ số General súc tích Configuration trong Mach3. Tư liệu này lựa chọn là giây (second). |
| Q | Hai ý nghĩa: Độ sâu vào của một lượt khoan nhắp, hoặc số lần lặp lại của lịch trình con. |
| R | Tọa độ rút dao về trong những lệnh khoan. |
| S | Tốc độ quay trục thiết yếu (vòng/phút). |
| T | Số hiệu dao cắt (trong bảng vậy dao). |
| XYZ | Tọa độ decac của đầu dao. |
Một số thí dụ
Lệnh thiết đặt thông số tối ưu (tốc độ vòng xoay trục chủ yếu S, vận tốc chạy dao khi giảm F, dao cắt T...)
Thí dụ:
S1200 (đặt vận tốc quay trục chính là 1200 vòng/ phút)F300 (đặt vận tốc chạy dao là 300mm/phút)G21 (đặt đơn vị chức năng đo chiều nhiều năm là milimét)
Các lệnh cài đặt có thể được viết thuộc trên một dòng
G21 S1200 F300
Cấu trúc file chương trình
Tên chương trình thường nằm tại vị trí dòng lệnh đầu tiên và ban đầu bằng chữ O. Mở đầu và dứt bằng ký hiệu %.Nxxx tại đầu mỗi loại giúp phân biệt vị trí mẫu lệnh trong quy trình chạy chương trình. Các lệnh G bước đầu bằng chữ G.Lệnh chọn phương pháp cắt T.Các thay đổi thể hiện tại tọa độ X,Y,Z,A...Thiết lập vận tốc trục thiết yếu S.Khởi hễ mô tơ trục bao gồm MIII.Thiết lập tốc độ cắt F.Quá trình gia công...Tắt mô tơ trục chính M5.Kết thúc lịch trình M30.Lời ghi chú được để trong cặp ngoặc (), lắp thêm báo lỗi nếu như có những cặp ngoặc () lồng nhau.Thí dụ file lịch trình "PART2448.NC" tất cả nội dung như sau:
Tập vừa lòng lệnh
Tập lệnh G
G00- di chuyển dao nhanh
G00 X...Y...Z...A...
G00 Tọa_độ_điểm
Thí dụ:
N0010 G0 X10 (di gửi từ điểm hiện nay thời đến điểm X10)N0020 G0 X10 Y20 (di chuyển từ điểm hiện thời tới điểm X10, Y20)N0030 G0 A90 (di gửi tọa độ trục A đến tọa độ 90 độ)
Dịch chuyển dao nhanh trên 1 mặt đường thẳng so với các tọa độ XYZ và dịch rời góc quay đối với các trục ABC, với vận tốc lớn nhất của máy. Trong thừa trình dịch chuyển dao không giảm vào phôi (vì thực tiễn nếu để dao giảm vào phôi thì rất có thể gây gãy dao).
Tốc độ buổi tối đa là vận tốc lớn nhất có thể chấp nhận được của lắp thêm (trong mach3 tốc độ này được khẳng định bởi Velocity trong screen Config
Motor turning & set up.
Lệnh G00 hay được sử dụng khi dịch rời đầu dao cấp tốc đến gần địa điểm phôi, hoặc rút dao nhanh sau khi hoàn tất một chu trình gia công.
Thí dụ:
G0 Z5.0 G0 X0.0 Y0.0
Quay lại Bảng những lệnh G-Code »
G01- cắt theo đường thẳng, tốc độ cắt F
Di chuyển dao từ bỏ vị trí hiện giờ đến vị trí bắt đầu kèm theo quy trình cắt phôi. Tốc độ dịch chuyển dao hoặc phôi được chế độ bởi lệnh F trước đó.
G01 X...Y...Z...A...F...
G01 Tọa_độ_điểm Tốc_độ_chạy_dao
Thí dụ:
G0 Z1.0G0 X0.0 Y0.0F120G1 Z-2.0F600G1 X50.0 Y60.0
Quay lại Bảng những lệnh G-Code »
G02- cắt theo mặt đường tròn, dao cắt chuyển động thuận chiều kim đồng hồ
Cần thiết phải xác định mặt phẳng có tác dụng việc, ví dụ điển hình G17 so với mặt phẳng XY.
Có 2 cách sử dụng với lệnh G02: thực hiện tham số IJ cùng tham số RG02 Tọa_độ_điểm_cuối_XY Tọa_độ_tâm_IJG02 Tọa_độ_điểm_cuối_XY Bán_kính_RVậy điểm đầu của cung tròn khi triển khai lệnh G02 nằm tại đâu? Tọa độ đầu của cung tròn trong lệnh G02 chính là tọa độ hiện nay của đầu dao!!!
Cách 1: thực hiện IJ
N0010 G17(Chọn phương diện phẳng XY)N0020 G0 X2.0 Y0.0(Đây đó là tọa độ đầu của cung tròn vào lệnh G02 kế sau: 2,0)N0030 G02 X2.0 Y0.0 I-2.0 J0.0
(Kết trái lệnh bên trên sẽ giảm một vòng tròn trung ương (0,0), điểm đầu (2,0) trùng điểm cuối!)
Mã lệnh G-Code trong CNC được hiểu dễ dàng và đơn giản là ngữ điệu lập trình cho máy tính điều khiển số (Computer Numerical Control). áp dụng mã G-code để chỉ thị vị trí mang đến máy CNC đi đến đâu và phương pháp di chuyển…
I. KHÁI NIỆM MÃ LỆNH G-CODE vào CNC
Cùng với sự ra đời và phát triển của công nghệ CNC, là sự phát triển của một loại mã lệnh được coi như ngôn ngữ của máy CNC. Mã lệnh G-Code trong CNC là ngôn ngữ lập trình thông thường cho hầu hết các máy CNC hiện nay, từ máy phay, máy tiện, máy cắt (laser, plasma, xung điện, nước), máy đột, chấn…Với các loại máy và hãng máy khác nhau cũng có sự khác biệt về một vài lệnh, tập lệnh, người vận hành cần tìm hiểu rõ về công nghệ, tập lệnh máy được hỗ trợ để lập trình đúng.
Gia công chi tiết bằng công nghệ phay cnc
Các thợ vật dụng CNC bao gồm thể viết mã G-code từ đầu bằng tay, sửa đổi mã G-code hiện gồm trên bộ lưu trữ của trang bị CNC hoặc chế tác đoạn mã G-code bằng các phần mềm lập trình gia công CAM như MasterCAM, Siemens NX, vv. Các ứng dụng CAM có thể tạo mã G-code từ hình hình ảnh hoặc tệp CAD. Trong ngành công nghiệp CAD to lớn ngày nay, cũng đều có các chương trình chỉnh sửa CAD tự động hóa chuyển đổi các tệp CAD thành mã G-code.
II. Ý NGHĨA MÃ LỆNH G-CODE vào CNC
Một cái mã G-code nổi bật khá cạnh tranh hiểu so với người mới, phải mất quá nhiều năm để một thợ sản phẩm CNC thành thục ngôn ngữ. Trong khi cục bộ ngôn ngữ được call là mã G-code, về mặt kỹ thuật nói “mã” chỉ nói đến một hướng dẫn duy tuyệt nhất trong ngôn ngữ. Mỗi “mã” bao hàm một add chữ mẫu và một vài và đưa ra 1 hướng dẫn rõ ràng cho máy.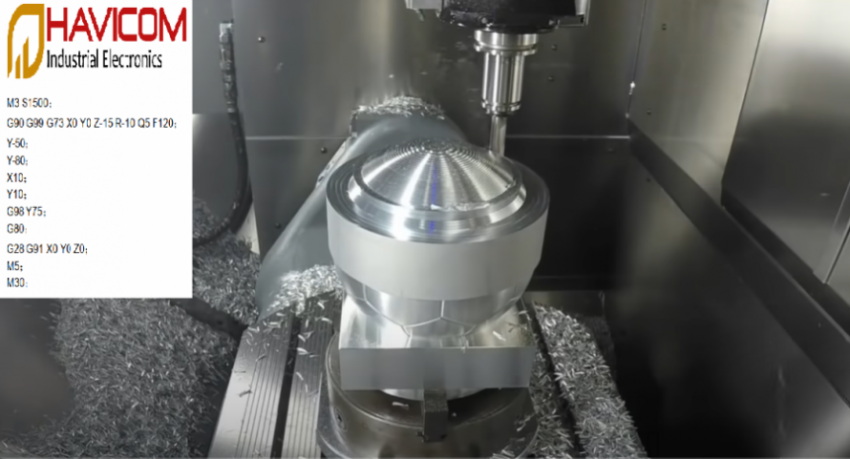
Mã lệnh G-Code trong CNC – Lập trình máy phay CNC
Hầu hết các dòng mã G-code sẽ bắt đầu bằng chữ G – vì chưng đó tại sao ngôn ngữ có tên! Điều này là do chữ G biểu thị mã chuẩn bị. Chúng báo cho máy biết loại chuyển động nào là nên hoặc áp dụng giá trị bù nào. Do đó, những mã ban đầu bằng G hầu như luôn được kiếm tìm thấy khi bắt đầu một dòng mã G. Ví dụ: G00 (lệnh xác định dao nhanh, phương pháp cắt sẽ di chuyển với tốc độ tối đa); G01 (lệnh nội suy cắt gọt dịch chuyển theo con đường thẳng với tốc độ tiến dao F bởi người vận hành thiết lập); G02 (lệnh nội suy cắt gọt cung tròn thuộc chiều kim đồng hồ) và G03 (lệnh nội suy cung tròn trái hướng kim đồng hồ).Không phải toàn bộ các Mã lệnh G-Code trong CNC đều bước đầu bằng chữ G.Trong khi các mã bắt đầu bằng G là cực kì phổ biến, tất cả 26 vần âm của bảng vần âm được sử dụng trong mã G. Ví dụ: S (thiết lập tốc độ quay cho trục chính); F (thiết lập tốc độ di chuyển tịnh tiến của bàn máy). Có một trong những điều cơ bản quan trọng khác đề xuất biết, ví dụ điển hình như:Chữ X chỉ thị sự dịch rời ngang trục X của bàn máy.Chữ Y chỉ thị sự dịch rời dọc trục Y của bàn máy.Chữ Z thông tư độ sâu di đưa của trục Z.Các số sát bên các chữ cái này xác định tọa độ dịch chuyển cho bàn máy.Các chúng ta có thể tìm hiểu tất cả các mã lệnh G-code thường xuyên được áp dụng trong CNC.Phân loại nhóm lệnh Mã lệnh G-Code trong CNC
Nhóm lệnh gia công bắt đầu bằng G: Di chuyển cấp tốc không dao: G00, Nội suy thẳng: G01, Nội suy cung: G02, Tiện ren: G72…Nhóm lệnh thông số gia công: Gồm tốc độ nạp năng lượng dao F, tốc độ trục chính S, gọi dao cụ T..Nhóm lệnh tương quan thiết bị vận hành M: Bật tắt trục chính: M03, M04, Bật tắt tưới nguội: M08, M09…Nhóm lệnh lựa chọn: Lựa chọn đối kháng vị đo: Inh: G20 hoặc G21: mm. Lựa chọn hệ tọa độ phôi: G54- G59..III. CÁC MÃ LỆNH G-CODE DÙNG trong MÁY CNC
Các mã lệnh Mã lệnh G-Code vào CNC
| Mã lệnh | Mô tả, chức năng |
| G00 | Di chuyển dao tốc độ nhanh, tốc độ này có thể cài đặt và điều chỉnh trực tiếp |
| G01 | Nội suy tuyến tính đường thẳng với tốc độ ăn dao F |
| G02 | Nội suy cung tròn theo chiều kim đồng hồ với tốc độ F |
| G03 | Nội suy cung trong ngược kim đồng hồ ngược chiều kim đồng hồ với tốc độ F |
| G04 | Thời gian dừng cuối hành trình |
| G15 | Hủy cơ chế nội suy theo tọa độ cực |
| G16 | Chế độ nội suy theo tọa độ cực |
| G17 | Chọn khía cạnh phẳng gia công XY |
| G18 | Chọn khía cạnh phẳng gia công XZ |
| G19 | Chọn khía cạnh phẳng gia công YZ |
| G20 | Hệ inch |
| G21 | Hệ Milimet |
| G28 | Gọi lý lẽ về điểm chuẩn chỉnh R |
| G30 | Trở về điểm chuẩn thứ 2, 3, 4 |
| G37 | Bù trừ dao auto theo Z |
| G40 | Hủy bù trừ nửa đường kính mũi dao |
| G41 | Bù trừ bán kính mũi dao mặt trái |
| G42 | Bù trừ nửa đường kính mũi dao bên phải |
| G43 | Bù trừ chiều nhiều năm dao dương |
| G44 | Bù trừ chiều lâu năm dao âm |
| G49 | Hủy bù trừ chiều lâu năm dao |
| G50 | Hủy khuyếch đại đường chuyển dao |
| G51 | Khuyếch đại mặt đường chạy dao |
| G52 | Thiết lập hệ tọa độ phôi cục bộ |
| G53 | Thiết lập hệ tọa độ máy |
| G54 – G59 | Thiết lập hệ tọa độ phôi từ sản phẩm 1 đến thứ 6 |
| G60 | Định vị nhanh giải pháp theo 1 hướng |
| G61 | Chế độ dừng bao gồm xác |
| G62 | Tự động tụt giảm tại góc nhọn giữa 2 đường |
| G63 | Chế độ taro bình thường |
| G65 | Gọi lịch trình macro |
| G66 | Gọi lịch trình macro modal |
| G67 | Hủy điện thoại tư vấn chương trình macro modal |
| G68 | Xoay hệ tọa độ |
| G73 | Chu trình khoan bẻ phôi |
| G74 | Chu trình taro ren trái |
| G76 | Chu trình doa tinh lỗ |
| G80 | Hủy quy trình khoan lỗ |
| G81 | Chu trình khoan mồi |
| G82 | Chu trình khoan có thời gian dừng ở đáy lỗ |
| G83 | Chu trình khoan sâu |
| G84 | Chu trình taro ren phải |
| G85 | Chu trình doa lỗ và lùi dao ra cùng với với tốc độ tiến dao F |
| G86 | Chu trình doa lỗ với lùi dao nhanh ra ngoài mà trục chủ yếu ngưng quay |
| G87 | Chu trình doa phương diện sau lỗ |
| G88 | Chu trình doa lùi dao bởi tay |
| G89 | Chu trình doa có dừng chân ở đáy lỗ |
| G90 | Lập trình hay đối |
| G91 | Lập trình tương đối |
| G92 | Thiết lập góc tọa độ tự vị trí hiện tại của dụng cụ |
| G94 | Đơn vị ăn uống dao trên phút |
| G95 | Đơn vị nạp năng lượng dao trên vòng |
| G96 | Tốc độ cắt mặt không thay đổi (met/phút) |
| G97 | Hủy vận tốc cắt phương diện không thay đổi (vòng/phút) |
| G98 | Lùi dao mang đến cao độ xuất phát trong những chu trình tối ưu lỗ |
| G99 | Lùi dao mang đến cao độ an toàn R trong các chu trình gia công lỗ |
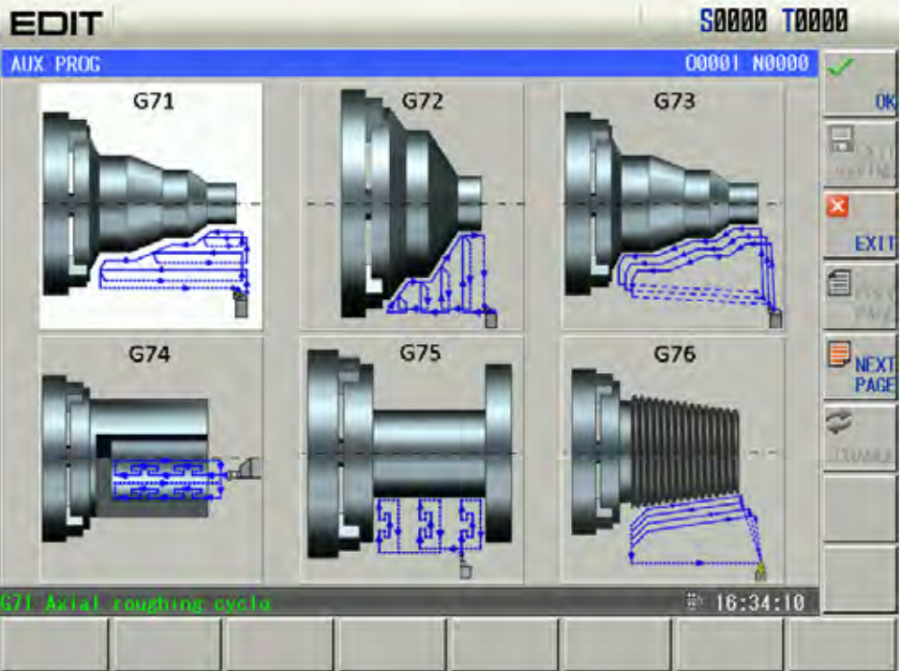
Biên dạng của một số chu trình tiện của hệ điều khiển CNC GSK 980TDi
Các mã lệnh M dùng trong máy phay CNC
| Mã lệnh | Mô tả chức năng. |
| M0 | Dừng chương trình. |
| M1 | Dừng kèm theo lựa chọn (thay dao chẳng hạn). |
| M2 | Hết chương trình. |
| M3/M4 | Bật động cơ trục chính- chiều tảo Thuận (M03), xoay Ngược (M04) chiều kim đồng hồ |
| M5 | Dừng động cơ trục chính |
| M6 | Thay dao bằng tay hoặc tự động |
| M7 | Bật phun sương làm mát |
| M8 | Bật dung dịch làm mát |
| M9 | Tắt dung dịch làm mát |
| M30 | Hết chương trình, cù lại điểm đầu chương trình |
| M47 | Chạy chương trình từ dòng lệnh đầu tiên |
| M48 | Cho phép ghi đè tốc độ trục chính và tốc độ căt |
| M49 | Tắt ghi đè tốc độ trục chính và tốc độ cắt |
| M98 | Gọi chương trình con |
| M99 | Kết thúc chương trình con, trở về chương trình chính |
Các kí tự chỉ thông số
| Kí tự | Mô tả chức năng |
| A | Góc tọa độ trục A. |
| B | Góc tọa độ trục B. |
| C | Góc tọa độ trục C. |
| D | Giá trị bù bán kính dao. |
| F | Tốc độ chạy dao khi cắt (mm/phút). |
| IJK | Độ lệch tương đối với tọa độ XYZ |
| H | Bù chiều cao (Z) của dao cắt (trong bảng núm dao, đơn vị mm) |
| N | Đánh số thứ tự đầu dòng |
| O | Nhãn chương trình con. |
| P | Dừng tạm thời chuyển động của các trục gia công theo ms hoặc s |
| Q | Độ sâu của một lần khoan nhấp hoặc số lần lặp lại chương trình con. |
| R | Tọa độ rút dao về trong các câu lệnh khoan. |
| S | Tốc độ xoay trục chính (đơn vị vòng/phút) |
| T | Số hiệu dao cụ |
| XYZ | Tọa độ decac của đầu dao |
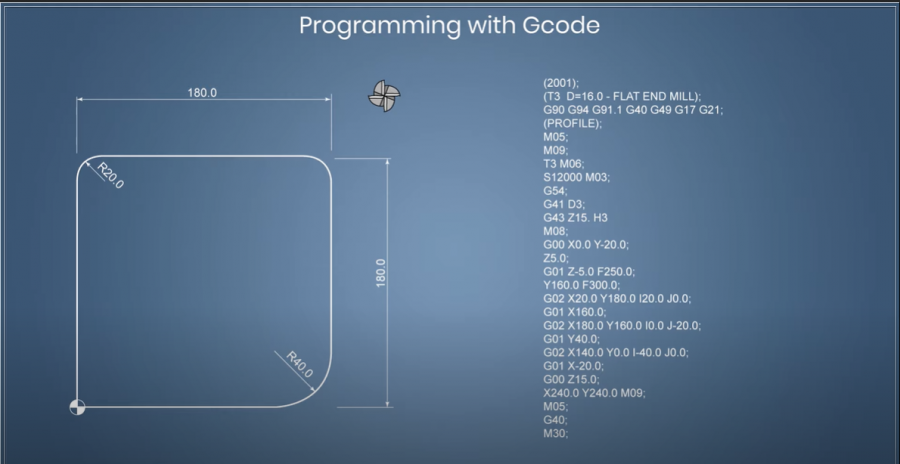
Một chương trình CNC sử dụng tập các lệnh G-Code để gia công theo biên dạng.














